Carding
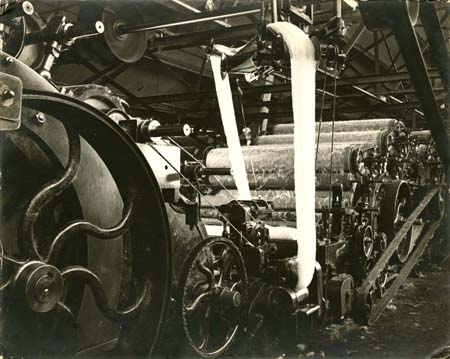 Carding engines at Smith's Bridge Street Mill, c1940s. There are three reasons for carding the fibre: the opening of
the wool staples and the separation of all fibres from each
other; cleaning of the fibre by the removal of as much vegetable
matter as possible; arrangement of the fibre into continuous
'slivers' of a uniform thickness throughout their length. The
carding engine consists of two sections, the 'scribbler' and the
'carder', each section normally being made up of two large
cylinders (swifts) each containing a set of four 'worker'
rollers and four 'stripper' rollers. The cylinders and rollers
are covered by a special wire-covered carding material, called
'carding cloth'.
The fibre is placed by hand into a hopper at the rear of the
carding engine, from where it is transferred into a scale pan by
a revolving spiked lattice feed sheet. When the scale pan is
full, the lattice sheet stops. The scale pan is then
automatically inverted and the fibre drops onto another feed
sheet for delivery to the scribbler cylinder. Once empty the
scale pan reverts to its original position and the delivery
lattice starts again. This system ensures that accurately
weighed quantities of fibre are fed onto the feed sheet at
regular intervals.
The fibre is carried forward onto the first swift of the
scribbler machine; as the swift revolves at very high speed, the
four sets of worker and stripper rollers carry out their own
operations in turn. The worker and stripper rollers run at a
slower speed than the swift cylinder. The workers hold the fibre
while the faster moving swift combs them, as the worker slowly
revolves it will remove all the fibre from the swift. (The
remainder of the fibre is continually being passed to the next
set of rollers by the swift). The stripper rollers then remove
the fibre from the worker rollers and replace it back onto the
swift. This process of working, combing and stripping continues
throughout the length of the carding engine.
As the fibre passes through the last section of the carding
engine it is combed off the swift cylinder and a very fine web
of material is formed. From here the web of fibre is guided (in
equal quantities and widths) onto sets of leather belts about
one inch wide; from these belts the web will pass between a pair
of wide reciprocating and revolving rubber or leather belts
which gently rub the web of fibre together and consolidate them
into soft strands of fibre. These strands will be strong enough
to be wound onto 'condenser' bobbins (usually eight in number,
each containing fourteen strands across their width). When full
these bobbins are removed from the carding engine and placed in
racks to await the next process which is spinning, in which the
soft web of fibre will be spun into strong yarn.
Mike French
|



